

Peritoneoko Dialisi Soluzioaren (CAPD) Ekoizpen Lerroa




GurePeritoneoko dialisi-soluzioen ekoizpen-lerroa, egitura trinkoa du, espazio txikia hartzen du. Eta hainbat datu doitu eta gorde daitezke soldadura, inprimaketa, betetzea, CIP eta SIP prozesuetarako, hala nola tenperatura, denbora, presioa, eta behar den moduan inprimatu ere egin daitezke. Unitate nagusia servo motor batekin konbinatuta dago uhal sinkronoarekin, posizio zehatza lortzeko. Masa-fluxu neurgailu aurreratuak betetze zehatza ematen du, bolumena erraz doi daiteke gizaki-makina interfazearen bidez.
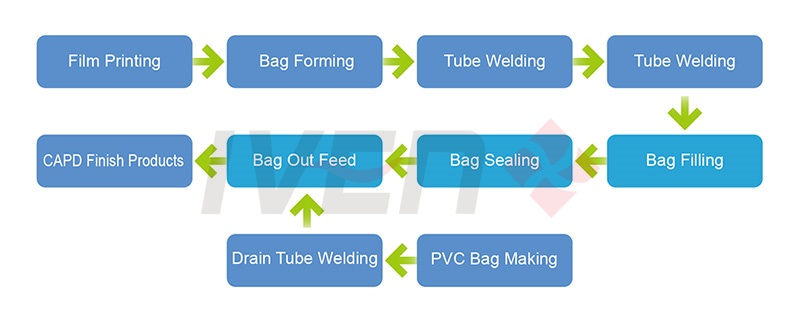
CAPD soluzio bidezko poltsak inprimatzeko, formatzeko, betetzeko eta zigilatzeko, hodiak soldatzeko, PVC poltsak egiteko makinarako.

Molde bikoitzeko egitura irekiarekin eta gorabehera-moldearekin soldadura periferikoa hozte-plaka batekin hornituta dago, gorabehera-moldeari tenperatura bera emanez, eta molde-prozesuan eta gelditzean dauden ekipamenduek ez dutela mintz-material beroa labean hartuko ziurtatzeko; Produktuaren kalitatea hobetu da.
Berokuntza-hodia eta termoparea aluminiozko aleaziozko berokuntza-plakan daude, berokuntza eta bero-transferentzia uniformeak dira, tenperaturaren kontrola zehatza da, bero-galera murrizten da, ez da benetako tenperatura agertuko eta tenperatura ez da koherentea bistaratuko, soldadura-tasa egokia bermatzeko.
Filmaren % 100eko erabilera, ez dago hondakin-ertzik poltsen eta taldeen artean.
Moldea bereziki diseinatuta dago. Lehenengo taldeko azken poltsa eratua bigarren taldeko lehenengo poltsa eratuarekin batera moztuko da. Poltsak luzatzean filma arrastaka eramateko ona da. Sistema bakarrak berma dezake filmaren luzapena eta poltsaren luzapena sinkronizatuta egin daitezkeela. (Talde bakoitzaren artean tentsio-filmaren luzera bera bermatzen da aldi bakoitzean, hau da, ez dago hondakin-ertzik talde desberdinen artean - bertako fabrikatzaileek hondakin-ertzak dituzte talde bakoitzaren artean).
Moldea produktuen zehaztapen desberdinetarako aldatzean, goiko moldea bakarrik aldatu behar da, beheko moldea molde orokor erregulagarria da, eta horrek ordezkapenaren arazketa denbora asko aurreztu dezake. Moldea moldatzeko material bereziekin eta molde berezien fabrikatzaileen prozesu bereziekin egiten da, 100 milioi poltsaren kalitatea eta zerbitzu-bizitza markatzen ez duela ziurtatuz.
Plastikozko soldaduraren ezaugarriei dagokienez, soldadura hotza berehala erabili behar da bi tenperatura altuko soldadura egin ondoren moldatzeko. Horrek plastikozko soldaduraren sendotasuna bermatzen du eta itxura ona ematen dio. Beraz, bigarren soldadura-atakeek soldadura hotza behar dute, benetako hozte-uraren tenperaturarekin (15ºC-25ºC), denbora eta presioa erregulagarriak dira.
Patente bidezko diseinuari esker, hondakin-ertzak kentzeko estazioa sinplea eta fidagarria da, % 99ko edo gehiagoko gainditze-tasa handia du. Goiko eta beheko gida-barrek hondakin-filma finkatzen dute poltsa eratu ondoren eta gida-zilindro baten bidez urratzen dute, poltsa eratzea osatzeko. Hondakin-ertz triangeluarra gailu berezi batek biltzen du. Hondakin-ertzak kentzeko estazio automatikoak ez ditu urradura artifizialaren ondorio negatiboak murriztu bakarrik, baita poltsaren forma polita bermatu ere.
Hartu E + H masa-emarimetroaren neurketa eta presio handiko betetze sistema.
Maiztasun-kontroleko ponpa batek presioa kontrolatzen du, presio handiko silikonazko hodi medikoa erabiltzen du hodiarekin konektatzeko, mantentze erraza, puntu hilak garbitzeko beharrik gabe.
Betetze zehaztasun handia, poltsarik gabe eta poltsa kualifikaturik gabe, betetzerik gabe.
Betetzeko buruek gainazal leunaren zigilatze-teknologia patentatua hartzen dute, portuen arteko kontakturik gabe, beraz, ez dago partikulak sortzeko marruskadurarik; gainera, portuen tamaina aldatzeak eragindako soluzioaren gainezka egitea saihesten du, portuek betetzeko buruekin zigilatu gabe gera daitezen.
PLC kontrol aurreratua eta balbula terminal integratuaren metodoa erabiltzen ditu, zirkuitu sinplea, funtzionamendu erreakzio azkarra, funtzionamendu segurua eta fidagarria. Betetze zatia zigilatze zatiarekin unitate bakarrean integratuta dago, kontrol sistema elektriko bakarra eta gizaki-makina interfazearen funtzionamendu unitate bakarra behar ditu; gutxienez operadore bat murrizten da, bi operadoreen arteko bateraezintasuna bezalako desabantailak saihesten ditu eta ekipamenduaren segurtasuna eta fidagarritasuna handitzen ditu.
Ukipen-pantaila du eta tenperatura-kontrol guztiak zehaztasunez funtzionatzen ditu. Abiarazteko eta gelditzeko uneetan gorabehera txikiak ematen ditu bereziki, tolerantzia ±1℃-koa izan daiteke.
Inprimatzeko panela aluminiozko plakan instalatzen da S/S torloju bidez, saihestu zuloaren haria plakan askatzea epe luzeko erabileraren ondoren.
Film-erroilua 4 aldeetatik tentsio uniformez kokatzen da, filmaren tentsioa eta funtzionamendu leuna bermatzeko. Film-erroiluaren ezkerreko eta eskuineko aldeak kokatzeko plaka erregulagarri baten bidez finkatzen dira, elikatze-abiadura eta zehaztasuna bermatzeko.
Aurreberotze estazioak eta bero-zigilatzeko estazioak malguki-orratz-zunda erabiltzen dute moldearen tenperatura detektatzeko, instalazio eta desmuntaketa erosoa, haustura zaildua, tolerantzia ± 0,5 ℃-ren barruan.
Aldatu zigilatzeko posizioa zilindroa babesteko, saihestu berotze luzea.
Kanpoko kableatu profesionala, bereizi kablea sailkapen desberdinak jarraituz, itxura ona eta mantentze erosoa.
Konpondu beheko moldea, baina mantendu hozte-plaka, makina itzaltzean filma babesteko.
Inguruko bero-zigilatzeak molde berezia erabiltzen du, goiko moldearen hozte-plaka instalatu malguki-kargatuarekin.
Gehitu elikadura sistema automatikoa blokeatze eta trabatze arazoa konpontzeko, lan intentsitatea murrizteko. Gehitu haize ionikoaren garbiketa eta berreskuratze gailua produktuaren gardentasuna hobetzeko.



